1. Сварка изношенных деталей.
Сварка — технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве.Сварка применяется для соединения металлов и их сплавов.

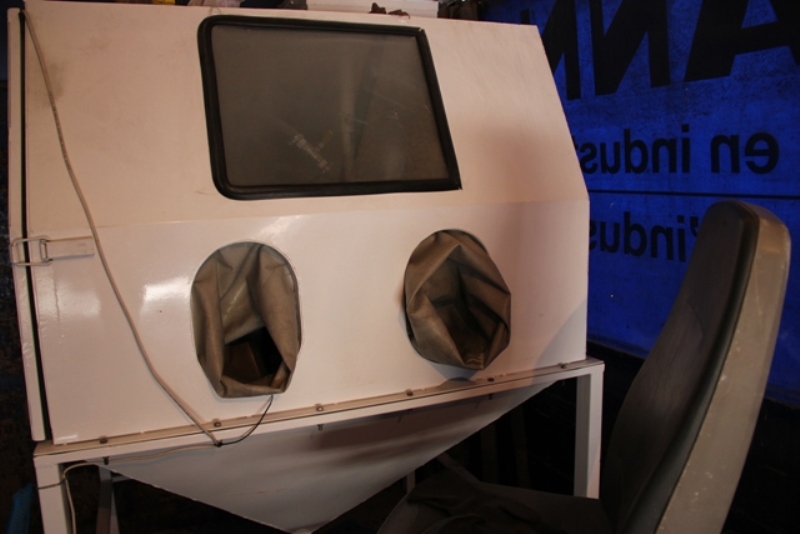
2. Пескоструйная обработка.
Холодная абразивная обработка поверхности металлических изделий путём повреждения её поверхности песком или иным абразивным порошком, распыляемым потоком воздуха.-очистка металлических заготовок от окалины, старой краски, ржавчины и других загрязнений.
-обезжиривание металлических заготовок перед окраской.



3. Стеклоструйная обработка.
Стеклоструйная обработка - это метод очистки и финишной обработки металлических поверхностей. Стеклоструйная обработка является наиболее эффективным методом очистки и финишной обработки металлических поверхностей.
Суть метода, как и при традиционной пескоструйной обработке, состоит в бомбардировке поверхности изделия воздушной смесью частиц определенного диаметра и физических свойств. При стеклоструйной обработке бомбардировка поверхности ведется миллионами микроскопических стеклянных шариков в потоке сжатого воздуха.
Метод стеклоструйной обработки поверхности очень прост и, в то же время, в высшей степени эффективен. После его применения детали получаются чистыми, гладкими без остатков частиц абразивного материала и, что самое главное, с полным сохранением первоначальных механических свойств поверхности, размеров и геометрии детали.


4. Порошковая покраска.
Порошковая краска – это мелкодисперсный порошок, получаемый расплавлением пленкообразующих компонентов, пигментов и специальных добавок, смешиванием и экструзией расплава в тонкую пластину с последующим ее дроблением, размолом и фракционированием. В качестве пленкообразующих чаще всего используют полиэфирные и эпоксидные смолы и их смеси, реже – уретановые и акрилатные. Размеры частиц готовой порошковой краски от 10 до 100 мкм.
Порошковая покраска - экологически чистая, безотходная технология получения высококачественных декоративных и декоративно-защитных полимерных покрытий. Покрытие формируют из полимерных порошков, которые наносят на окрашиваемую поверхность изделия специальным методом равномерным слоем, после чего нанесенный слой порошка оплавляется при температуре 160-200 оС с последующим формированием равномерного сплошного покрытия.Из-за относительно высокой температуры полимеризации окрашивают в основном металл и стекло. Последнее десятилетие происходит быстрое проникновение технологии порошкового окрашивания в сферы традиционных способов нанесения лакокрасочных покрытий. В мире сегодня окрашивают с использованием этой технологии примерно 15% всех изделий подлежащих окраске, и это число увеличивается.


5. Полимеризация.
После того как порошковая краска нанесена на поверхности деталей, они отправляются на формирование покрытия. Этот этап состоит из оплавления слоя краски, последующего получения пленки покрытия, его отверждения и охлаждения. Сам процесс происходит в специальной камере полимеризации, в которой за счет конвекционной системы поддерживается равномерная высокая температура по всему объему. В камере полимеризации слой порошковой краски, который продолжает удерживаться на поверхности изделия статическим зарядом, расплавляется и заполняет все поры материала.

6. Трубогиб.

7. Шлифмашина.
Выполняет шлифовку и полировку труб для производства выхлопных систем мотоциклов Днепр.

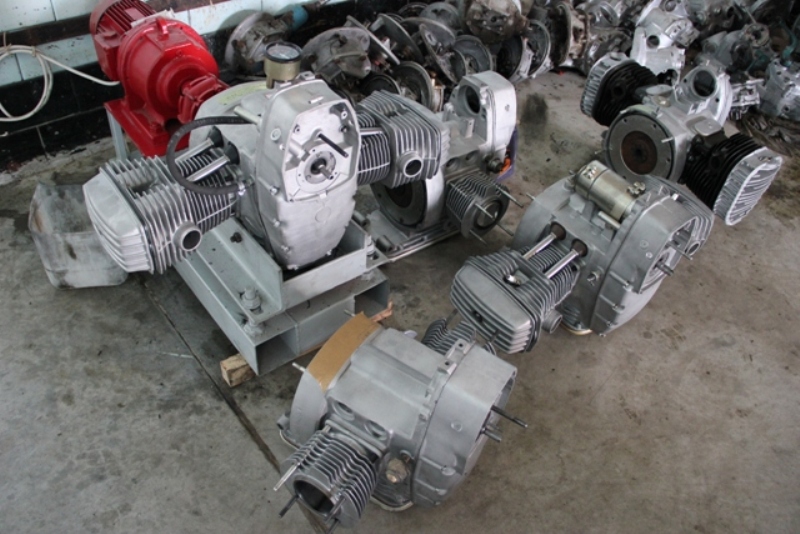
8. Обкатка двигателя.
Режим эксплуатации, во время которого детали двигателя и трансмиссии притираются друг к другу. Во время обкатки не рекомендуется давать автомобилю высокие нагрузки, т.е. не превышать определённую скорость (обычно это 80-90 км/ч) , не поднимать обороты двигателя выше опеределенного значения (как правило это 3000-3500 об/мин для бензинового мотора или дизеля.Обкатка обычно длится в течении первых 2000-3000 км.
9. Электрооборудование, электроцех.


10. Сборка готовой продукции.




11. Обкаточный стенд.
Проверка всех функций мотоцикла в работе.
